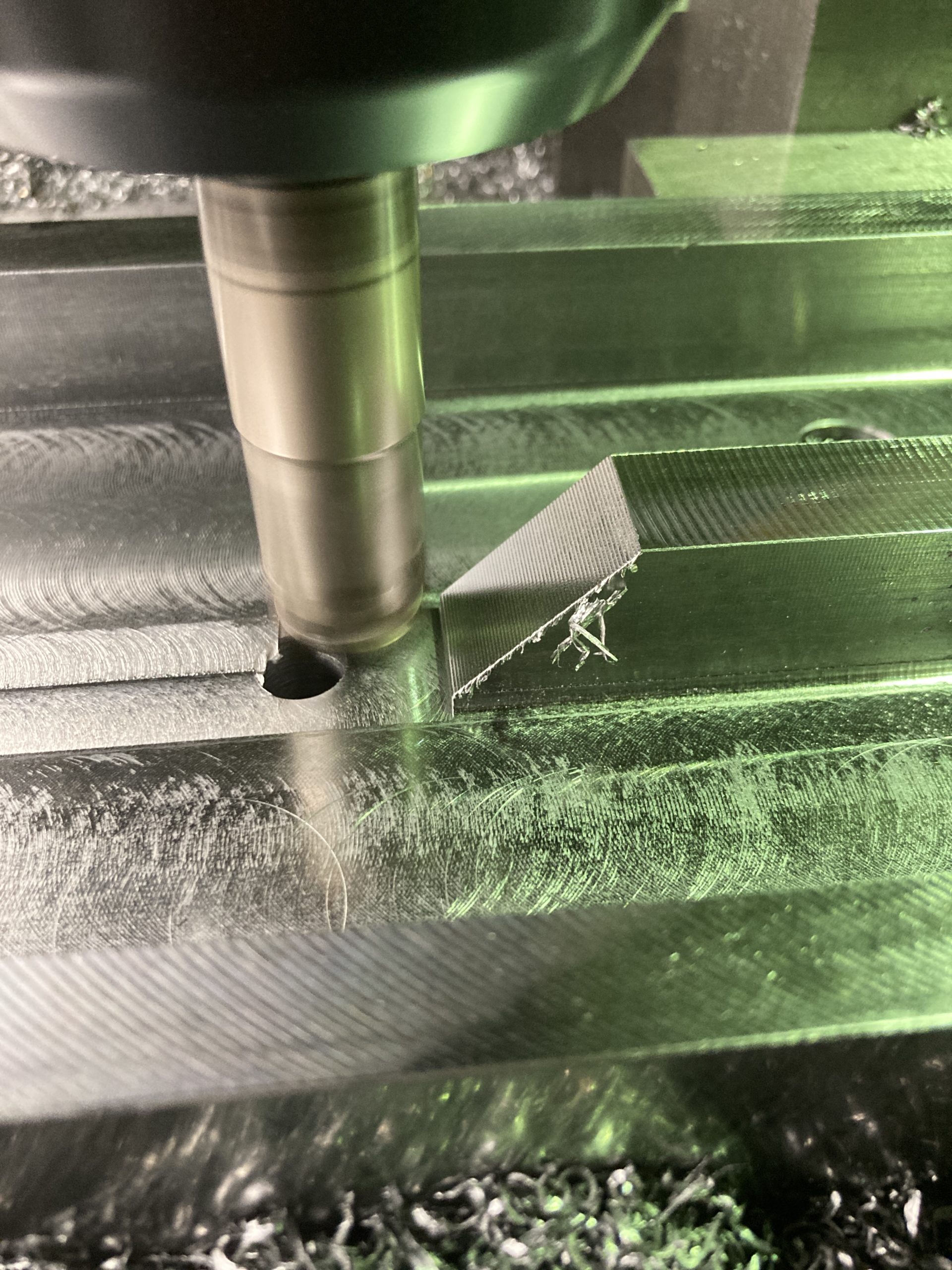
横中ぐり盤での穴加工です。
どうにもアプローチしにくい場所に穴あけ加工です。
しかも中々の深穴でかなり苦労している様子でしたが、
横中ぐり盤の職人が粘り強く正解を導き出してくれました。
かなり苦労したようで、一仕事終えた職人は
「もうやりたくないっす!」
と爽やかに言っていました。
加工実績
横中ぐり盤での穴加工です。
どうにもアプローチしにくい場所に穴あけ加工です。
しかも中々の深穴でかなり苦労している様子でしたが、
横中ぐり盤の職人が粘り強く正解を導き出してくれました。
かなり苦労したようで、一仕事終えた職人は
「もうやりたくないっす!」
と爽やかに言っていました。
少しづつですが秋めいてきました。
エアコンは効いていても外に出れば汗が噴き出す時期が過ぎてほっとします。
仕事量も相変わらず忙しくさせて頂いていますが、波が激しいため先の予測が
難しく、仕事を取る按配がとんでもなく難しい状況です。
先行き不安で取りすぎるとパンクしそうで、取らなさすぎると暇になりそう
難しい舵取りですが、所詮は中小零細企業ですから大企業に比べると簡単な
のでしょう。多分。
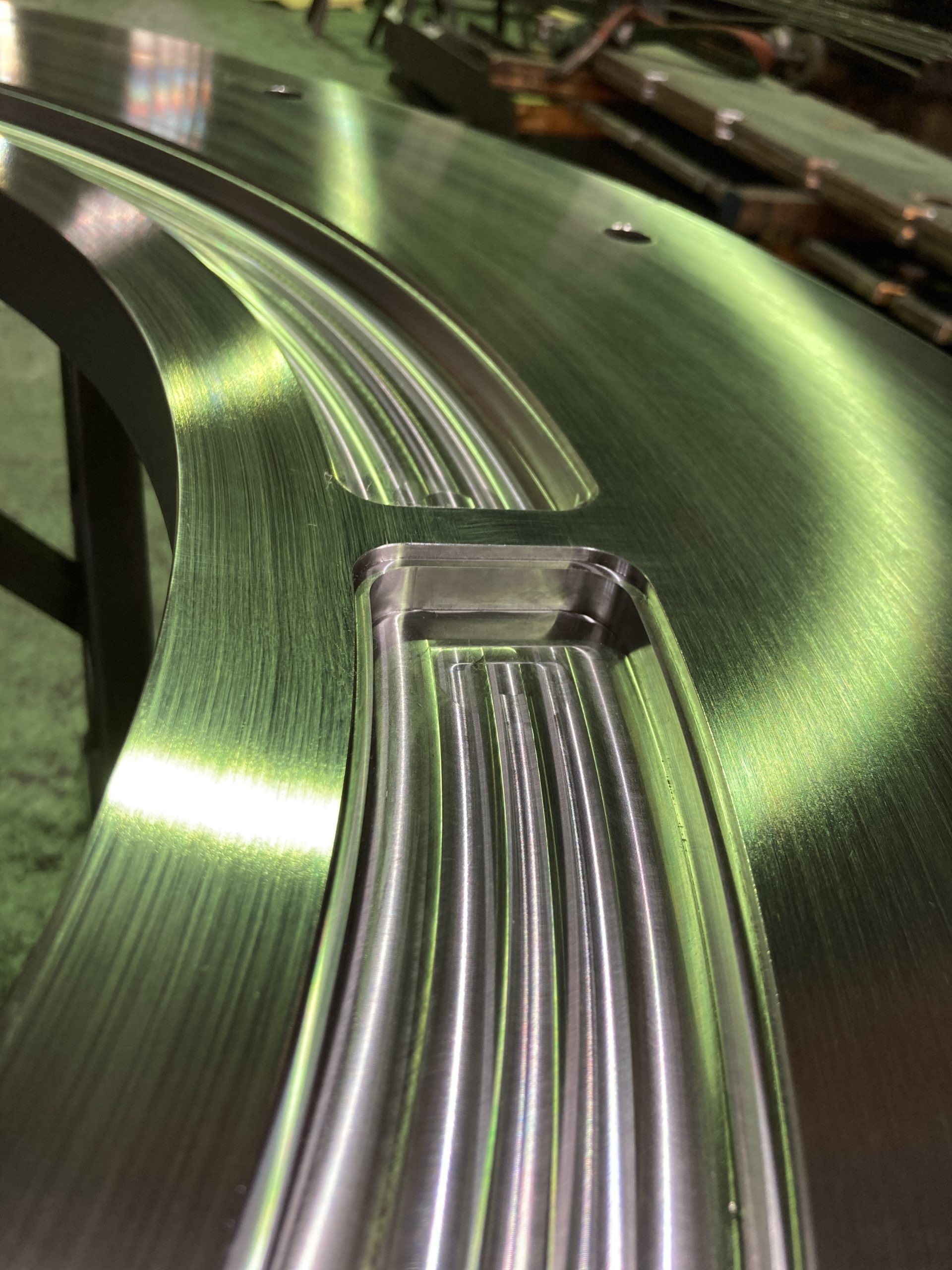
写真は長尺のスライド部品です。
全体像は見せれませんが、45Cを削り出して高精度な溝や穴が沢山加工
されています。
何度かリピートして頂いている加工品ですが、今回は珍しく斜め勾配加工が
求められていました。3次元加工というほど大したものではありませんが、
これくらいはラジアスを使って簡単にできます。
写真は荒加工なので、これから仕上げです。時間をかければ掛けるだけ綺麗に
なりますが、それだけコストも掛かります。
溶接用開先程度なら荒だけで終わってもいいのですが、今回はもう少し綺麗目
に、ということでここから1時間程追加です。
SUSのフランジにエンドミルで溝を加工しました。
Φ1100mm程度の旋盤加工されたフランジに水冷の為の溝を掘りました。
溝自体が閉じた構造のため、切粉が逃げる場所がありませんでした。
強い水圧やエアで飛ばしてもいいのですが、周囲が大変なことになるので
横中ぐり盤にて垂直に立てて加工を行いました。
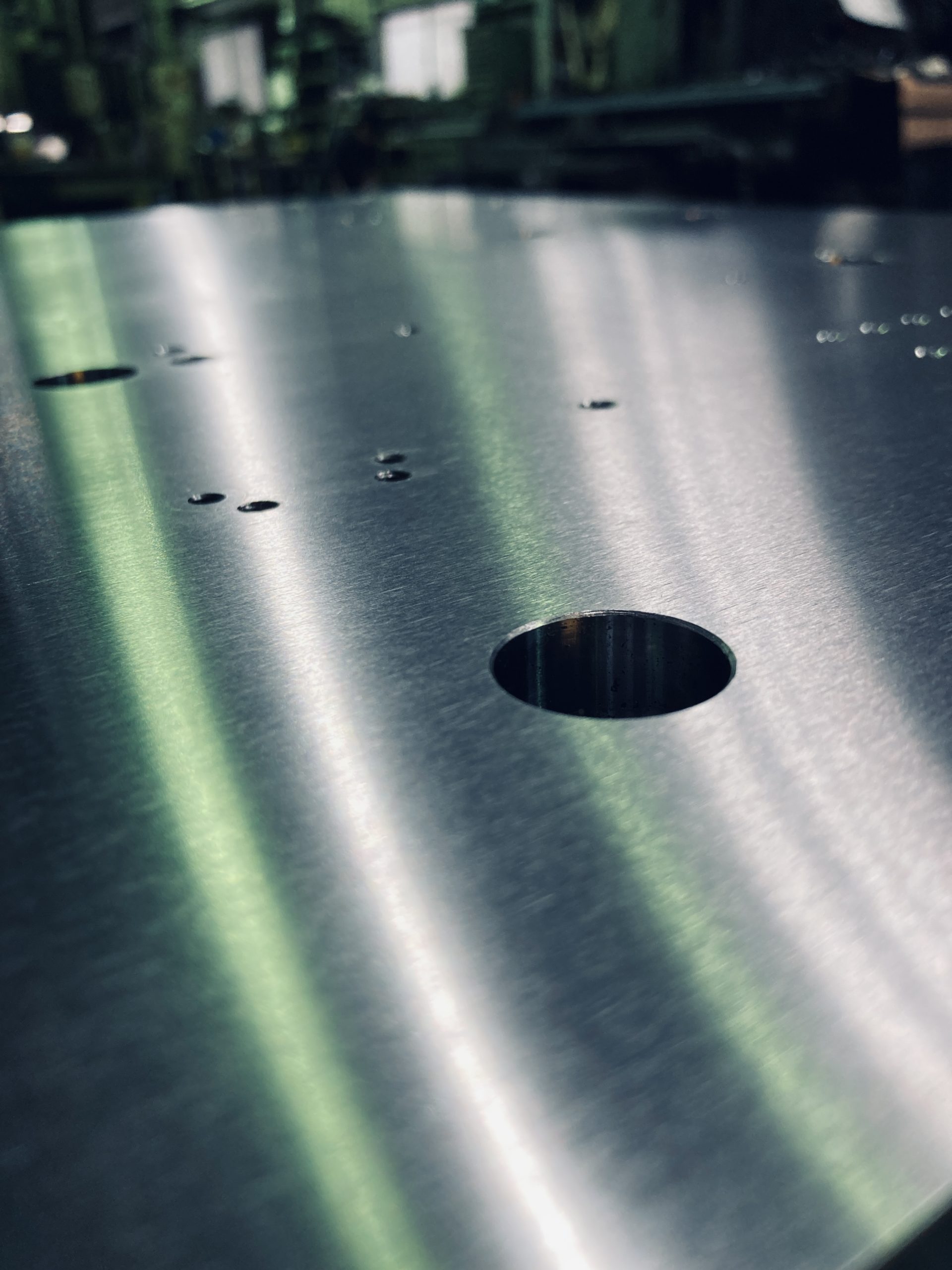
両面研磨された45C鉄板への機械加工です。
弊社で板厚、側面の一次加工 → 研磨屋さんで全面研磨 → 弊社で穴あけ
→ 最終研磨
と研磨を2回実施し、納品となります。
研磨はお客様の手配です。
鉄板の平面・平行の公差が非常に厳しいためこのような工程となりました。
正直言って、研磨品は神経をすり減らします。
今回は再度研磨工程があるのでマシですが、傷にはいつも以上に気を遣います。
担当してくれた職人も、クレーンの吊り方に至るまでかなり気を遣って
加工してくれました。
研磨品に限らず、今は「美観」というのも非常に大事な製品価値です。
私がこの業界に来たときは精度や公差さえ守られていればOKみたいな風潮
が少なからずあったように感じます。
もっと昔では「バリ取りは加工屋はやらん」という風潮すらあったようです。
地域差もあるでしょうし、加工品のサイズや業種でも違いはあると思いますが
今では信じられない考えです。
それにしても製品の美観はここ10年で重要度を確実に上げてきています。
私もこの会社に入ってから美観に関して沢山クレームを頂きましたし、
職人たちに口うるさく注意するものですから随分うっとおしがられています。
バリ取り忘れやキズのクレームは減りましたが、どうしても目の届かない所
があり、気を引き締めなくてはいけません。
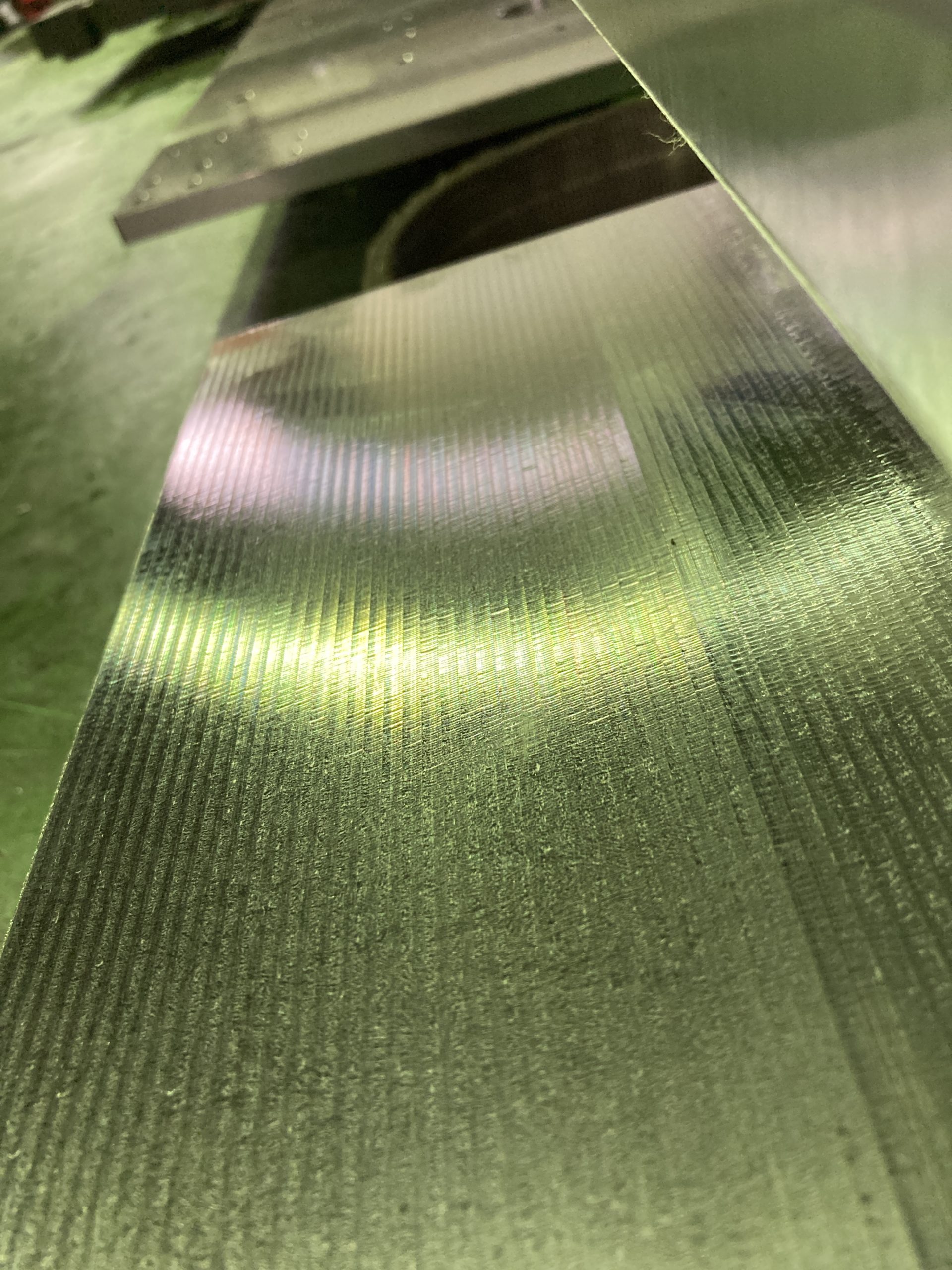
ところでシカル加工にはヘール仕上げというものがあります。
フライス加工の様に回転工具を使用しないシカル加工において、職人がキレイに
研いだ平面用のバイトで平滑仕上げを行うものです。
薄板の切削などで活躍する技術で、卓越したバイト研ぎ技術が求められます
平面度や面相度はフライスと同等程度の仕上がりとなりますが、加工目は
縞模様の様相で、ぱっと見は仕上がっているようには見えないかもしれません。
以前とある製缶品の天板が薄くフライスではビビってしまうため上記のヘール
仕上げを行いました。
製品としては使って頂いていますが、組み立て現場の方は初見だったようで
困惑されたようです。
ベテラン幹部の方はさすがに知識と経験がおありで、問題なしの太鼓判を押して
頂きましたが、こちらもアナウンスや設計提案が足りなかったなと反省。
この時もやはり「美観」は大きな争点となりました。
フライスと同等のものでも、フライス仕上がりの光沢もお客様の求める
クオリティに含まれているという当たり前のことを再認識しました。
塵埃の舞う狭い鉄工所が求め妥協せしめる美観というのが世の中にどの程度
通用するかはわかりませんが、出来るだけやってみる というだけです。
さて、これから研磨プレートを慎重にひっくり返して慎重にバリとりして
慎重に吊って梱包して・・・
気合入れるために栄養ドリンクを飲んでから行ってきます。
SUS316の板材加工です。
全体はお見せできませんが、6面加工と穴加工を行いました。
大径穴には緩やかな勾配が指定されていたので、ラジアスエンドミルで
滑らかになるよう加工しました。
ここ数年、溶接品でも304より316が増えてきているように思います。

最近は少しずつ外の気温が上がってきた様子で、昼間になると工場内より外
の方が暖かい、ということも増えてきました。
弊社はお陰様で小忙しい毎日を送っており、みんな元気に鉄を削っております。
さて、汎用のフライス盤やシカルなどは除きますが、弊社の主力設備は
マシニングセンタという数値制御の機械です。
簡単に言うと個々のプログラムを組み、準備をしっかり行えばあとは
ほったらかし。機械が黙々と働いてくれます。
段取り準備を昼間に行い、帰るまでにスタートボタンを押せば明朝には
加工が完了している、という訳です。
すごく便利!と思いますがしかし、事はそう簡単に運びません。
弊社の仕事の大半は1品料理。小ロット多品種がほぼ100%です。
加工時間が長いものならまだしも、ちょっと加工しては止めてチェック
またちょっと加工しては止めてチェック、、、、の繰り返しです
結局、夜間に長時間の自動運転をして帰るということは実は少ないのです。
この日はたまたま、主力のマシニングセンタや中ぐり盤も3台とも夜間運転です
みんなが帰った後、事務処理をした後に工場を覗いてみるとまだ稼働しています
黙々と働いてくれる機械には感謝しますが、同時に不安にもなります。
機械には目も耳も指も無いのです。
間違っていても、ただプログラム通りに動くだけです。
大丈夫かな?エンドミル折れたりしないかな?計算は合ってるかな?
チップが飛んで焼き付いたりしないかな?・・・と不安だけ募ります
従業員には「自動運転かけて帰れるようにしてや~」と言っている以上、
みんなを信頼しているので見守るだけですが、正直心臓には悪いです
ある職人とそんな話をすると彼も同じ思いを抱いているようで
朝来たらとんでもないミスが・・・という悪夢を見たそうです。
これはマシニングのみならずNC制御オペレーターあるあるですね
大丈夫大丈夫・・・と自分に言い聞かせて帰りました。
でもやっぱり、怖いもんは怖い
帰り支度に着替えて靴を履き替えて、さて帰ろうか
いやもっかいだけ見とこ。あと5分だけ、このエンドミル終わるまで
と思っている内に嫁からラインが「息子2人風呂待ち、はよ帰ってこい」
後ろ髪引かれながらも、これはやんごとない理由なので帰ります。
結局、帰る理由が欲しかっただけですね。
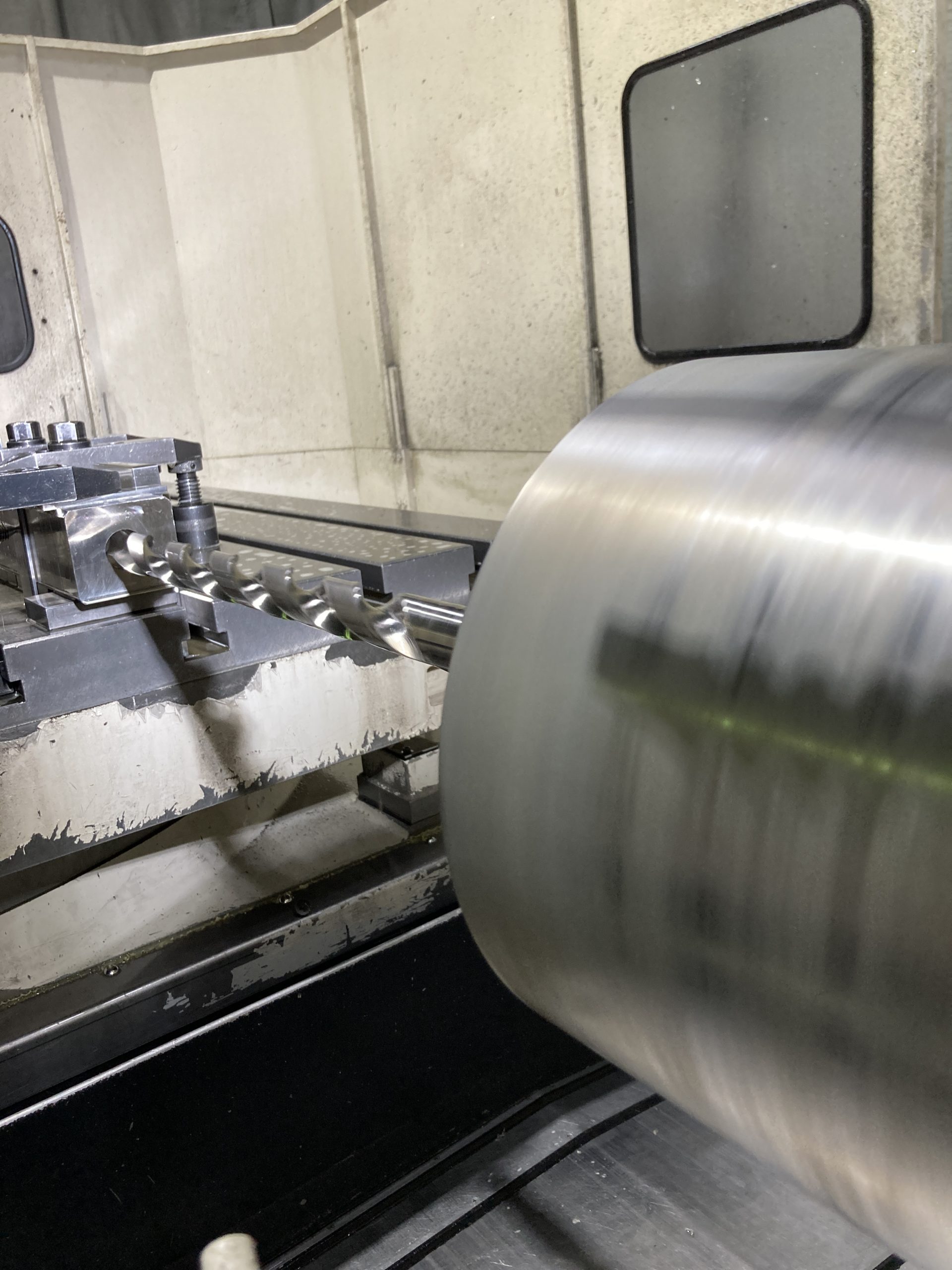
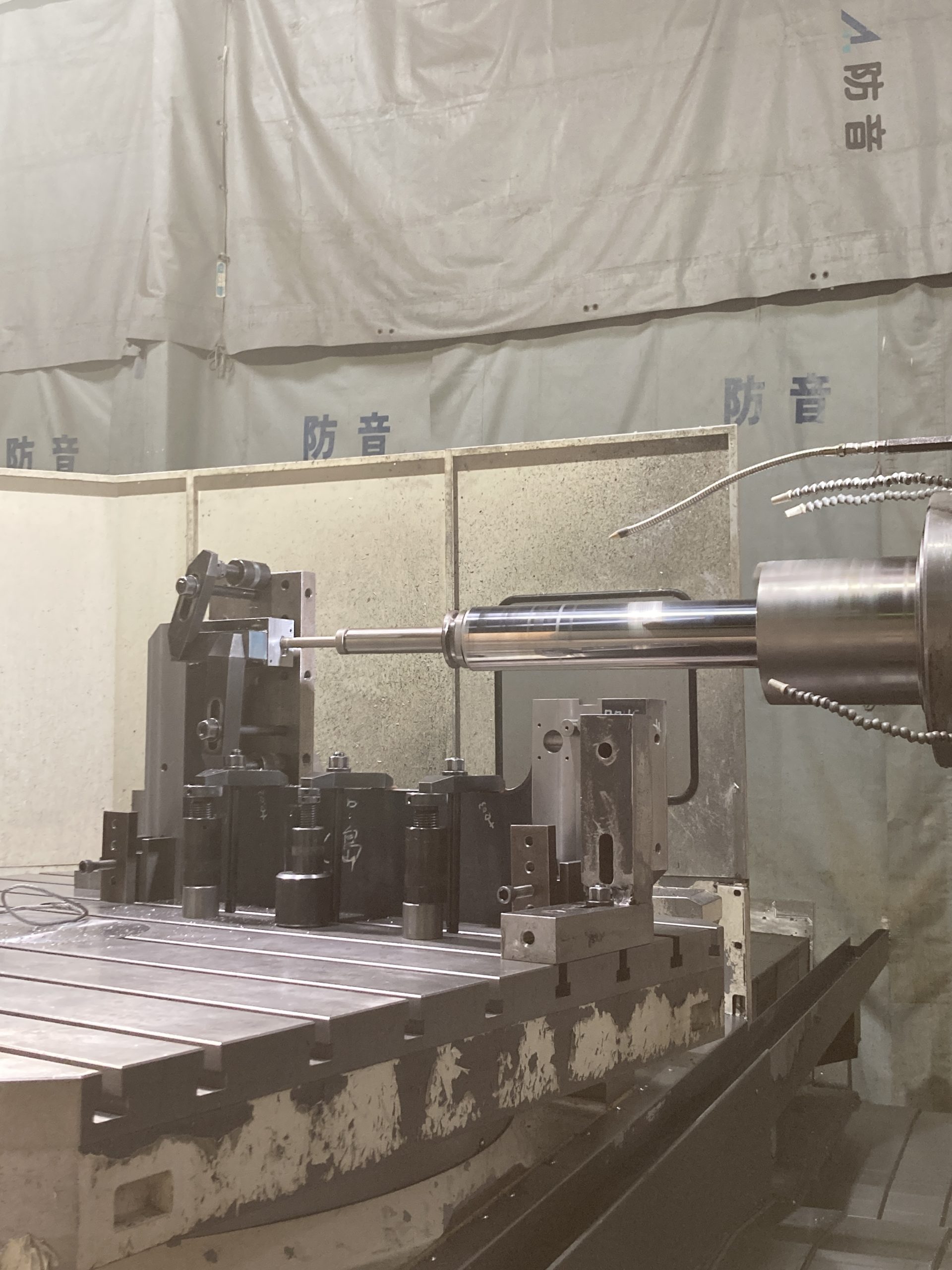
被削材 SUS316L 約Φ30程のロングドリル加工です。
10D(ドリルの直径=D の10倍)以上の加工となります。
一般的に5D以上の加工は難しいといわれます。(被削材やドリル径によって変わります)
今回は切粉の排出性や機械剛性などを考慮して横中ぐり盤で加工しました。
ドリルをセットして、加工をスタート・・・と何も工夫しなくても穴はあきます。
ただ、何もしなければ決して「真っ直ぐ」には開きません。
如何に工夫と手間をかけて、真っ直ぐ・綺麗に・早く開けるか
腕の見せ所です。
と書いたところで完成品の写真を撮るのを忘れてしまいました。
全貌をお見せできるわけもないのですが、ロングドリルの部分だけでも撮っておけばよかった・・・

写真はシカル加工です。
約200mm程の径の丸棒を、四角に削っていきます。
その後、門型マシニングや横中ぐり盤を経て、最初の丸棒からは想像もできない形へと変貌していきます。
いわゆる削り出しですね。
時間は掛かりますし、もちろんコストも掛かります。
ですが、製缶に比べ強度も精度も申し分ないものが出来上がりました。
写真は工程のほんの一部、スタート地点の加工ですが、ここで適当な仕事をすると後で痛い目をみます。
事前に各工程の担当者全員で擦り合わせを行い、あーでもないこーでもないと議論します。
結論はただ一つの「いいものを作る」だけなのに、何通りものアプローチの仕方を考えて加工しました。
これまた頑張っただけに完成品を載せることが出来ないのが辛い所です。

製缶加工品です。
アングルで組まれたフレームの上に溶接されたフラットバーを削り、穴あけのご依頼です。
お世辞にも頑丈とは言えないペラペラの構造体を、いかにキレイに加工するか。
腕の見せ所です。
当然、マシニングセンターに載せて固定するだけでは全然だめです。
様々な企業秘密の工程を踏んで、モノにしていきます。
その工程を見れば、人によっては「そんなことまでするの?」となるかもしれませんし、「そんなのでいいの?」と言われるかもしれません。
職人がぞろぞろと集まって頭を突き合わせてあーでもないこーでもない
結果、良いものを職人が作り上げてくれたときは誇らしい気持ちになります。
みんなもっと見て!とすら思いますが全体を公開など出来るはずもなく・・・
もしよければ、見に来てください。
そんな製品がいつもあるわけではなんですけどね
フライス加工といえば、多くの場合が主軸(加工の刃物)が上に付いていて
加工物(ワーク)がテーブルに固定されていることが多いです。
つまり、フライス加工といえばワーク上面の加工が圧倒的に多いわけです。
ですが当社のような町工場には上面だけではなく、側面や底面など
その時その場面で様々な場所を加工しなければならないのです。
特に難しいのが奥まった場所でとても通常工具が届かない場所です。
上面の加工のような普通の加工ではなく、刃物の側面を使った加工を肩削り
といいます。
奥まった深い場所ではこの肩削りというテクニックを使って加工します。
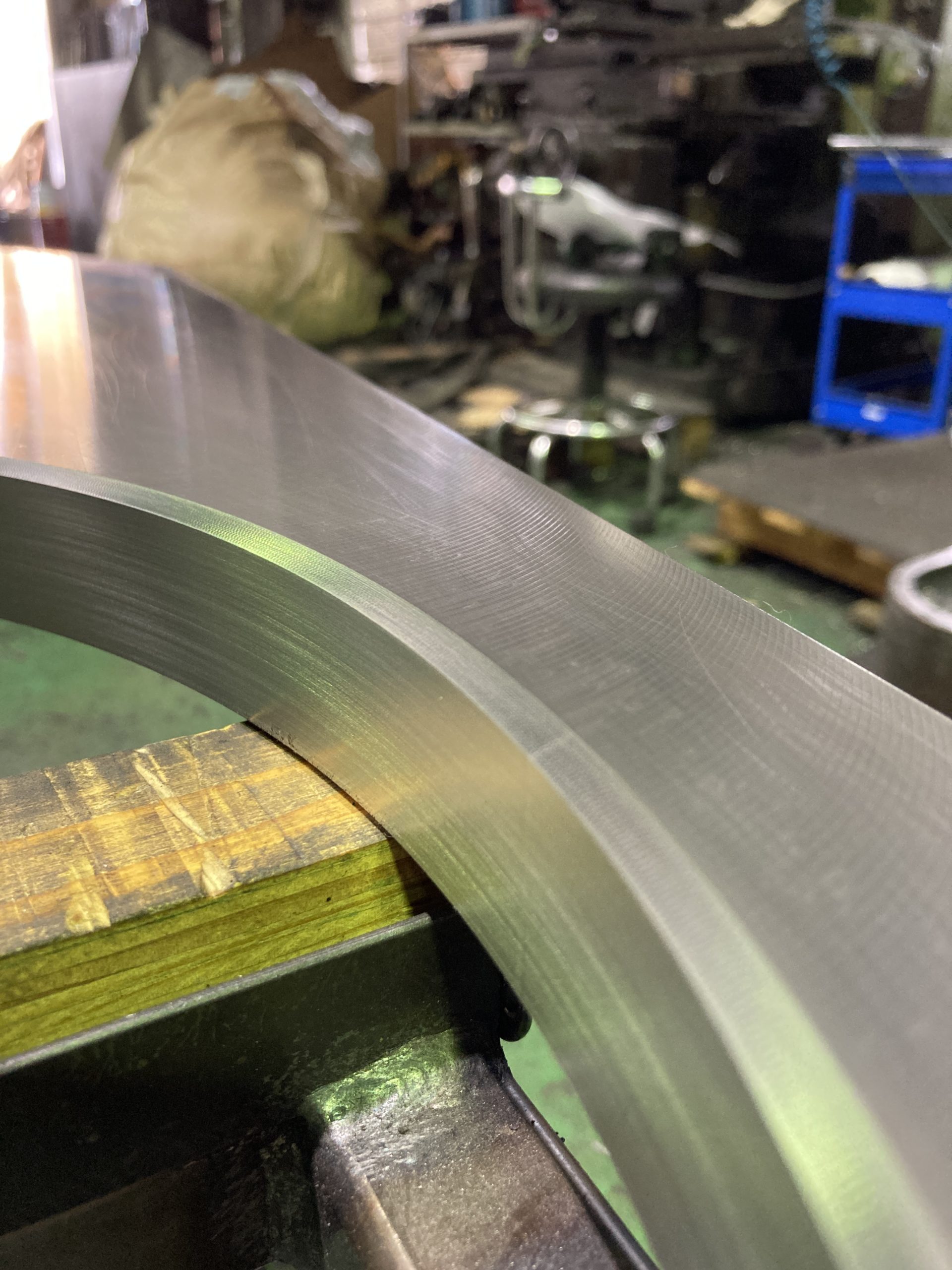
表紙の写真はかなり長い工具を使って加工した面です。
大人の腕くらい長い工具で削っています。
工具の長さによって面相度や輝き方に大きく違いが出てきます。
お客様の求めるものに極力近づく様、職人が日々より良い加工条件を探し、
トライを繰り返しています。
写真ではわかりませんが、触るとほとんど段差のない加工面で、
目を瞑って触ると普通のフライス面と遜色ない面相度です。
ただ肩削りのプログラムを作れば出来るものではなく、
・送り速度・回転数・チップ材質・仕上げ代・etc…….
追及するべき項目は多岐に渡るため、当社でも正解は持っていません。
その時、ワークによって全てを調整します。
超ロングな工具は高い上に使ってみないとモノになるかわかりません。
新しいものも沢山出てるけど、誰か試させてくれないかなぁ

営業時間/ 10:00 ~ 18:00(土日祝休)