ご近所の溶接屋さんの定盤を加工しました。
思ってたよりもデカイし背が高い・・・
これやねん、と言われた瞬間 Oh・・・と声がもれましたが、
職人は難なく加工してくれました。
加工実績

ご近所の溶接屋さんの定盤を加工しました。
思ってたよりもデカイし背が高い・・・
これやねん、と言われた瞬間 Oh・・・と声がもれましたが、
職人は難なく加工してくれました。
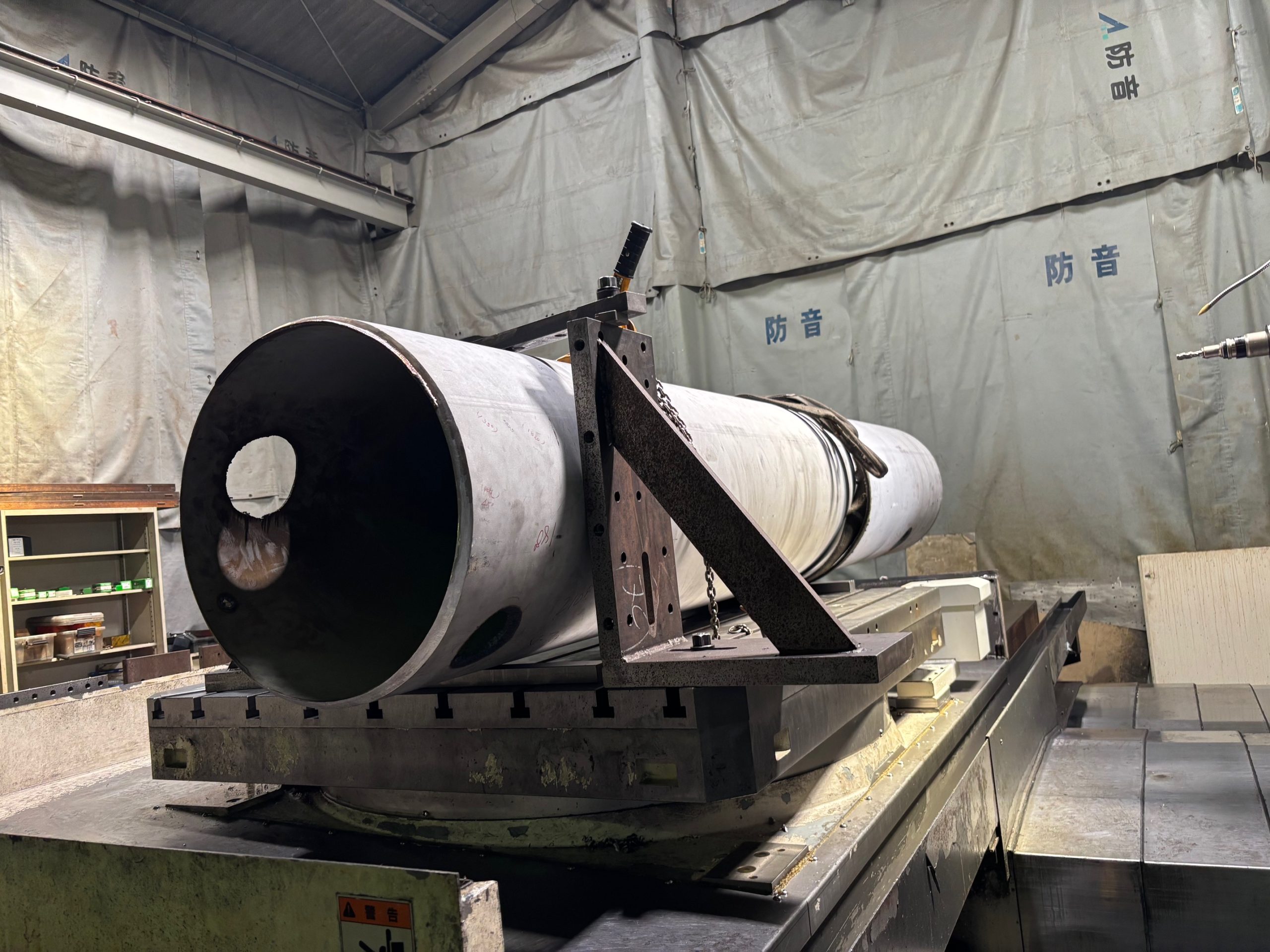
巨大なパイプの加工を行いました
テーブルに搭載出来て、壁にぶつからなければ加工可能です。
先日も非常に長い製缶品の端面加工のご依頼を頂きました。
4m超の製缶品端面加工です。
工場内の棚などを動かしてなんとか加工できました。
問題は運搬でしたが、後工程の塗装屋さんががんばってくれました。
大きい製品だと製缶も大変やろうなぁ・・・

攪拌プロペラ形状製品の中心部分を加工しました

リピート品の加工です
履歴を調べると前回は2019年
コロナ前かぁ、とかウチの長男が2歳かぁとか色々頭を巡ります。
当時の図面を見ると相当苦労した経緯があったようで、
図面の裏に工程や条件が真っ黒に書き込まれていました。
それでも出来上がったのはひっどい出来だったのを覚えています。
お客様の要望は満たしていたのですが納得がいっていなかったのでしょう
あーしたらこれがだめ、こーしたらあれがだめ、と当時の悩みが書かれています
折角頂いたチャンスなので今回は根本から工程を変更してトライしました。
最初から最後まで歪みとの戦いでしたが、精度も美観も前回とは比べ物に
ならないほど良いものが出来ました。
全体を掲載できないので一部ですが、SUSの1500mm削り出しとしては
そこそこ綺麗に出来たのではないでしょうか。
職人みんなが妥協せずにやりとげました。
もし次にまたリピートを頂いた時の為に、また図面の裏に今回の工程を記し、
要改善点を書きました。
何年後かの自分がこれを見て思い出すことを祈ります。
値段は倍くらいかかっとるぞ、と

今年もゴリゴリ削っています。
2025年がスタートしてから当社も周りもどうにもスロースタートな雰囲気
いや~な空気が漂っていましたがボチボチとスケジュールが埋まってきて
なんとか一安心という感じになったらもう2月が目の前に。
もう2月??
時の流れについて深く考えるのは止めます。
写真はマシニングで削った荒加工の写真です。
切粉がモリモリでいい感じです。
切込みを浅く、早くが正義の時代ですが
油臭いボロボロの機械でゴリゴリの加工条件にしてバリバリ音を立てながら
テーブルが切粉でモリモリになっている様子はとてもいいものです。

ご近所の溶接を手掛けられている会社さんからプレス型の加工ご依頼です。
長年使われていた型が設計変更により新規で作らなければ、とのことでした。
ご依頼を頂いてからご来社頂き、設備を見て頂きました。
手掛ける業界や使う技能は違えど、同じモノづくりに対する熱い想いをお持ちで
こちらも大変勉強になりました。
弊社ではご希望頂ければ(希望が無くても)いつでも工場内を見て頂けます。
安全靴、写真NG、禁煙 の最低限さえ守って頂ければいつでもご案内します。
ただし、地面に散乱する切粉が靴底にめり込みます。
絶対にめり込みます。

少し前ですが、大型タンクのフランジ加工を行いました。
ご近所さんからのご依頼です。
巨大なSUSタンクの内側に入り込んだ箇所の加工でした。
タンクの固定は製缶屋さんが流石の治具製作。
打ち合わせを重ねていざ加工スタート!と上手くは行かず
芯出しやら加工工具やらトラブルは一杯でしたが、
なんとか加工完了して出荷しました。

外の気温は朝でも軽く35度を超え、少し動いただけでシャツの色が一変する
ほどの灼熱の日々が始まりました。
社内も別の意味で熱い状況です。
8月の仕事はかなり一杯。ありがたいことです。
9月のスケジュールもぼちぼち埋まりだすかという嬉しい状況ですが
地域密着も売りにしている以上は近くの取引先様の特急案件にも応えていかねば
なりません。
少しの余力を残しつつ、スケジュールが埋まる悦びと、納期に追われる緊張が
今日も交互に押し寄せてきます。
このクソ暑い中、お盆なんぞどこ行くねんという感じですが法事やら墓参りやら
親戚行事は盛りだくさんのお盆のスケジュールは大体皆さんと同じでしょうか
10日から15日までのお休み、16,17は出勤 となります。
画像はとある鉄製品のシカル仕上げ面です。
わかりにくいかもしれませんが、全体に勾配がついており尚且つ平滑に
仕上げました。
更に綺麗に磨いて梱包します。
磨き、バリ取り、ひっくり返して同じ作業、更に防錆、梱包・・・
社内で一番汗だくなのは私です。

弊社としては中々こってりとした加工でした。
材料だけで目方1トンを超える各パーツを前加工し、溶接。
溶接後に面引き加工、穴あけ加工と一通りの工程を踏んだ後に一旦組み立て。
組み立てたものを更に加工して最終精度を出していきました。
珍しく弊社のほぼすべての設備を踏んづけていったこのワークが今日無事に出荷
ほっと一息でした。
図面はよく読めば解釈も簡単で、工程構築もそこそこうまくいきましたが
最終の精度出しがクセ強で「ガバガバでええで」というもの
図面上の穴精度公差はH7 つまり決められた穴の大きさに対して
許される誤差は+0.02ミリ程度ですが、それだと組み立てが大変とのことで
追加オーダー「H7部分はガバガバで」
そういうあいまいなのが逆に難しいんよ・・・
仕方ないのでお客様と協議した結果「公差は+0.1~0.2とする」になりました。
それでももっとガバガバ公差がいいならヤスリで削ってください・・・
そしてうちの職人、全ての穴を+0.15であわせてきました。
いや君すごいな
数ある仕事の中でも私たち鉄工所の仕事のメインは技術職であり
あくまで高度な技能を必要としている、と少しは自負しています。
ところが最近は機械側が賢くなっている為に、本来は数値化が難しいはずの
技能(数値化できるものは技術 とかつて習いました)がデータに置き換え
られています。鉄工所を経営しているものからすると歓迎すべき点は多いの
ですが、言い換えれば新興国をはじめとして基礎的技能を備えていないものでも
簡単に機械加工で稼げるということです。
私たちの使っているマシニングセンターでもバイスに素材をセットし、工具の
加工条件はカタログに全て記載があり、プログラミングは1カ月あれば修得可能
と、敷居は確実に下がっています。
とはいえ効率やコスパを求めたり、単価の良い仕事をするには経験と技能を
持っている会社に軍配が上がるのは当たり前の話で、あくまで「敷居が
低くなった」というだけで誰でも始められるものではないと思います。
豆粒ほどのプライドを持って仕事をしている私たちですが、やっぱり苦手な仕事
といいますか、嫌いな仕事というのはあります。
それはチマチマした加工です。
普段2mとか3mの素材を相手にしているとお目にかかる機械の少ない小径穴
の加工なんて、気合が入るまでに数日を要します。
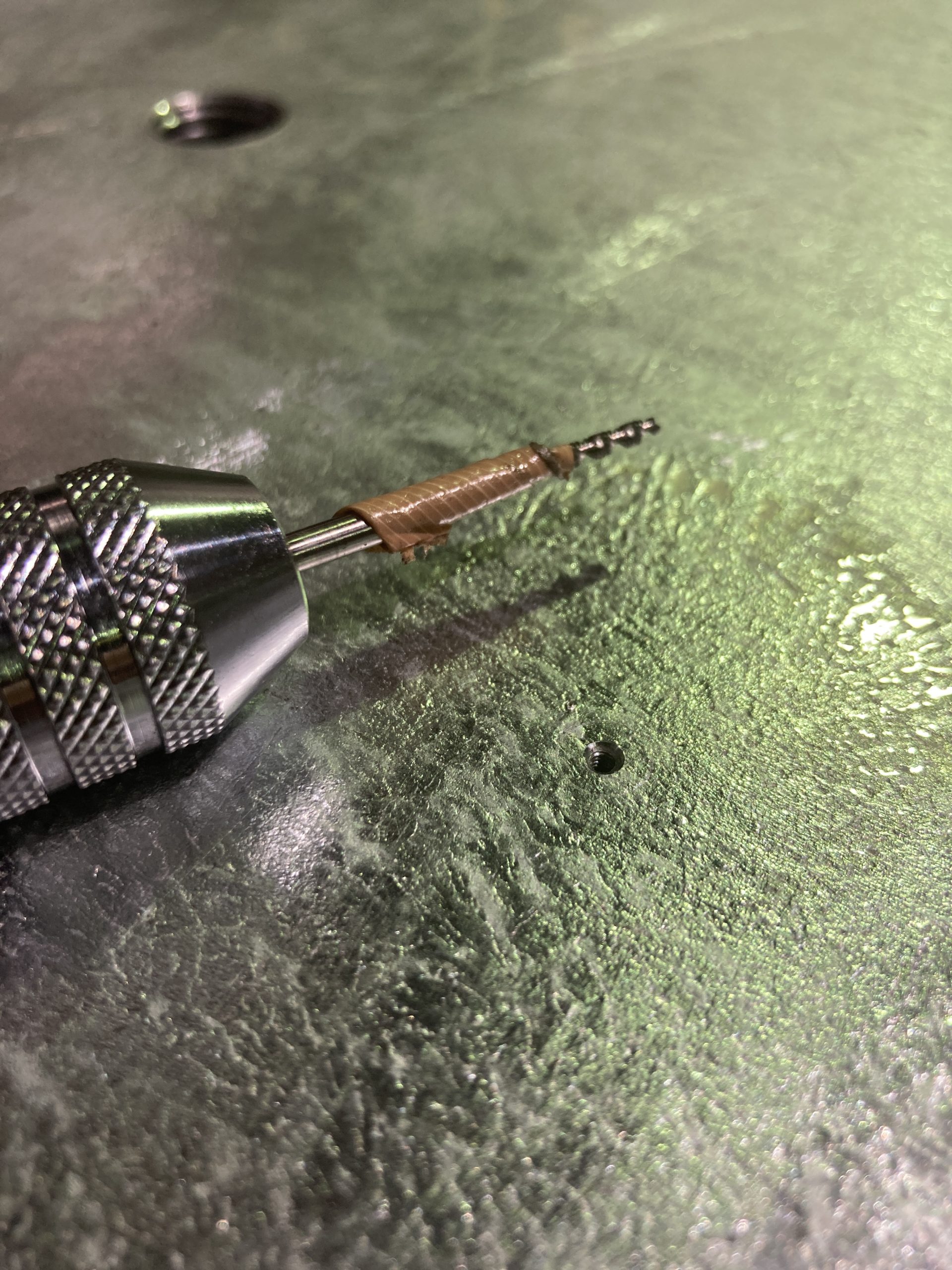
今回気合を入れて加工したのはM2という小さなタップ加工
普段から小径を加工されている人からしたら大したことねーよと怒られるかも
しれませんが、嫌なもんは嫌なんです。
約1mほどの素材にあれこれ加工を行い、最後の最後に残ったM2タップ加工
少しでも手元が斜めになると折れます。
折れる時の感覚は本当に僅かで、パスタの乾麺を折るより大人しい感覚です
ああいやだいやだ早くおわってくれ と祈りながらタップをねじ込みます。
こんなに集中するのは今年に入って2回目、子供の耳掃除以来か
圧倒的な集中力の結果、なんとか終わった時に呼吸を忘れていることに
気付き、ふ~~っと溜息、深呼吸
加工品1枚につき2穴
あと7枚・・・うそでしょ・・・

営業時間/ 10:00 ~ 18:00(土日祝休)