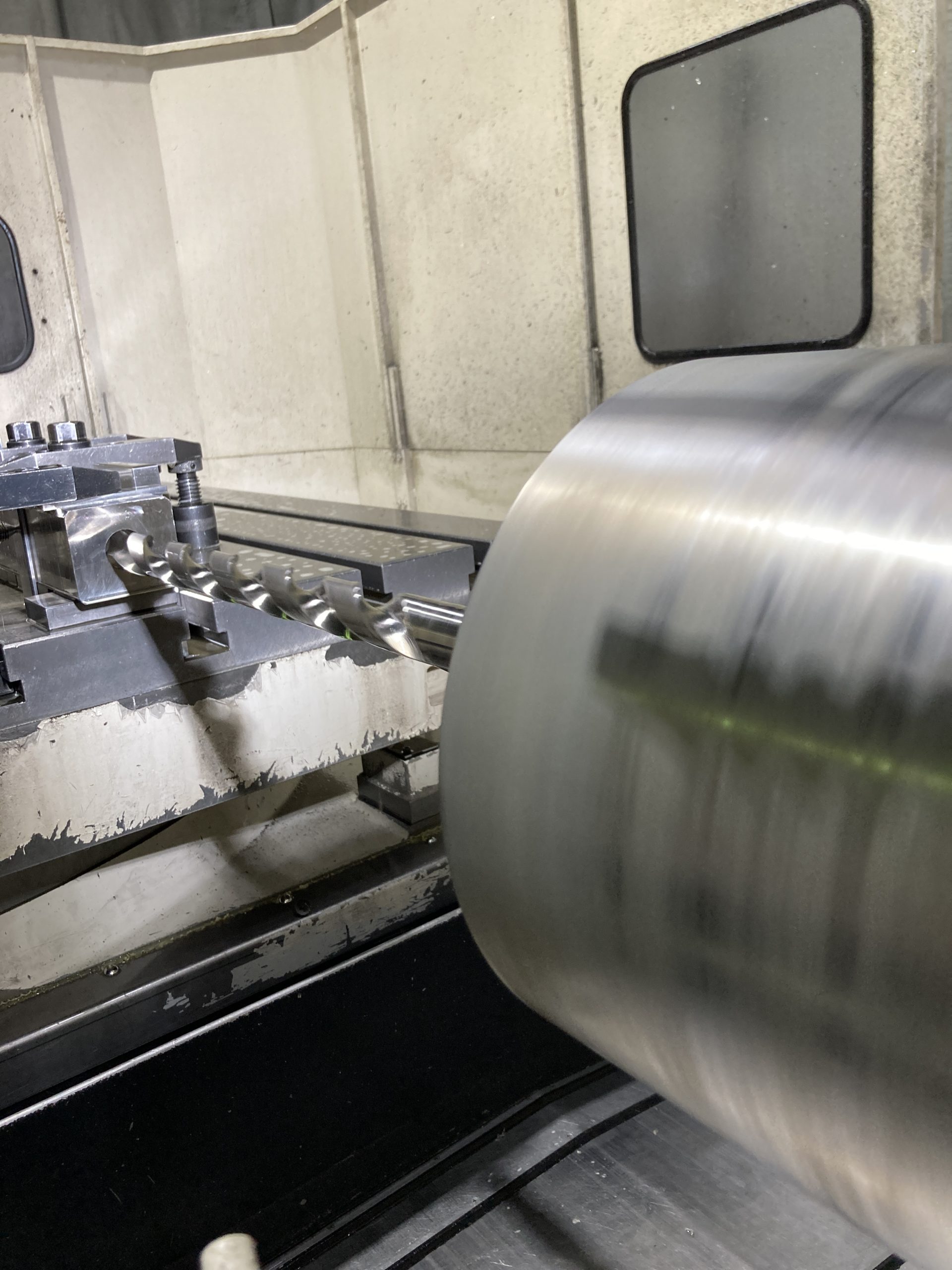
被削材 SUS316L 約Φ30程のロングドリル加工です。
10D(ドリルの直径=D の10倍)以上の加工となります。
一般的に5D以上の加工は難しいといわれます。(被削材やドリル径によって変わります)
今回は切粉の排出性や機械剛性などを考慮して横中ぐり盤で加工しました。
ドリルをセットして、加工をスタート・・・と何も工夫しなくても穴はあきます。
ただ、何もしなければ決して「真っ直ぐ」には開きません。
如何に工夫と手間をかけて、真っ直ぐ・綺麗に・早く開けるか
腕の見せ所です。
と書いたところで完成品の写真を撮るのを忘れてしまいました。
全貌をお見せできるわけもないのですが、ロングドリルの部分だけでも撮っておけばよかった・・・
